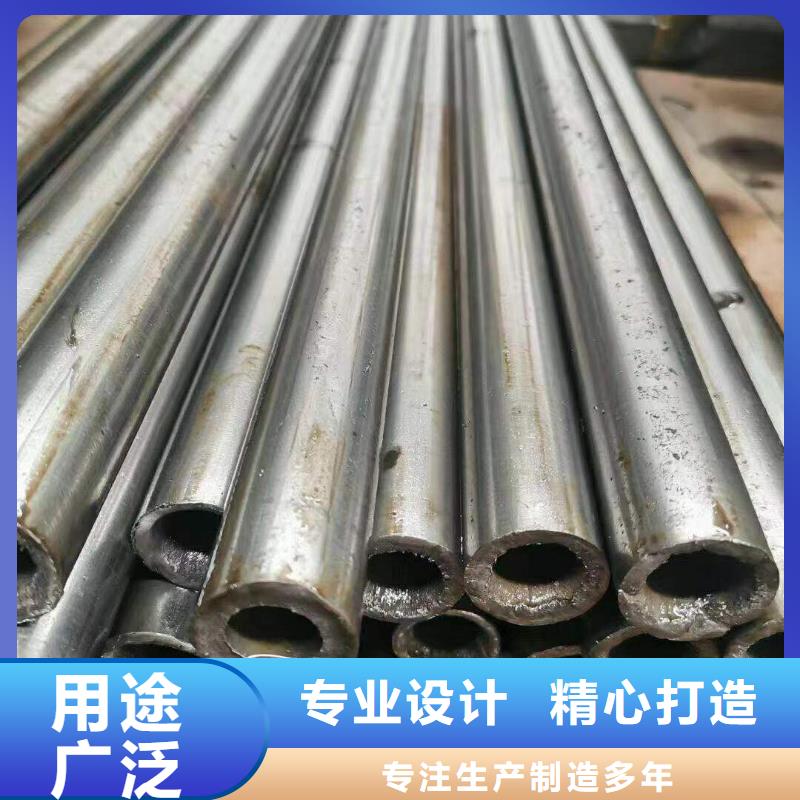



在精密钢管和机械部件的加工中, 光滑的表面是一种理想状态,实际上永远都达不到,精密钢管的表面光洁度一般是0.2~0.8,具体的还是要看客户的具体的要求,然后签定一个合理的数值。经过加工的工件和钢管,无论看起来多么光滑,表面一定会产生高低起伏的现象。这种现象产生的原因主要有:加工过程中的刀痕和模具的压痕;切屑分离时的塑性变形;刀具和被加工表面的摩擦;工艺系统中的高频振动等。

表面粗糙度、波纹度、形状误差
如果放大来看,机加零件表面的高低起伏,实际上是由许多小的凸峰和凹谷组成。按其几何形状特征的不同,我们把机加零件表面形貌分为表面粗糙度、表面波纹度和形状误差。
>>波距小于1mm,属于观几何形状误差——表面粗糙度。
>>波距介于1~10mm的并呈周期性变化的——表面波纹度。
>>波距10mm以上的且不呈明显周期性变化的——宏观的几何形状误差。

相比较波纹度和形状误差,表面粗糙度实际上是极细的不平,波距小于1mm,肉眼已无法识别,必须借助工具才能观察清楚。
表面粗糙度-评定参数:Ra、Rz、Ry
零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高。
表面粗糙度的单位是米(μm),即0.001mm。通常有如下三种评定参数:
轮廓算术平均偏差Ra指在一定的取样长度内,轮廓上各点到轮廓中线距离 值的平均值。
Ra能充分反映表面观几何形状高度方面的特性,但因受计量器具功能的限制,不用作过于粗糙或太光滑的表面的评定参数。

观不平度十点平均高度Rz指在取样长度内5个 的轮廓峰高平均值与5个 轮廓谷深平均值之和。
Rz只能反映轮廓的峰高,不能反映峰顶的尖锐或平钝的几何特性,同时若取点不同,则所得Rz值不同,因此受测量者的主观影响较大。
轮廓 度Ry在取样长度内,轮廓的峰顶线和谷底线之间的距离。
Ry是观不平度十点中 点和 点至中线的垂直距离之和,因此它不如Rz值反映的几何特性准确,它对某些表面上不允许出现较深的加工痕迹和小零件的表面质量有实用意义。
表面粗糙度-图纸标示

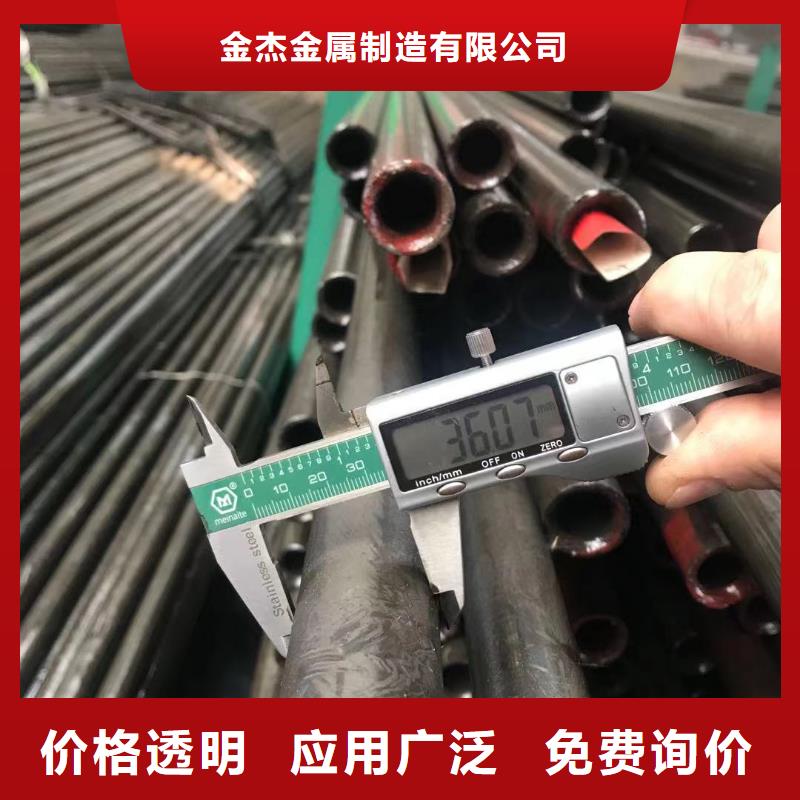
表面粗糙度-测量方法
比较法:将被测表面和表面粗糙度样板直接进行比较,多用于车间,评定表面粗糙度值较大的工件。
光切法:利用光切原理,用双管显镜测量。常用于测量Rz为0.5~60μm。
干涉法:利用光波干涉原理,用干涉显镜测量。可测量Rz和Ry值。
针描法:是利用金刚石触针在被测表面上轻轻划过,从而测出表面粗糙度Ra值的一种方法。
表面粗糙度-性能影响
表面粗糙度对零件的影响主要表现在以下几个方面:
影响耐磨性
表面粗糙度太大和太小都不耐磨。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,摩擦阻力越大,磨损就越快。
表面粗糙度太小,也会导致磨损加剧。因为表面太光滑,存不住润滑油,接触面间不易形成油膜,容易发生分子粘结而加剧磨损。
影响配合的稳定性
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将观凸峰挤平,减小了实际有效过盈,降低了连接强度。
影响疲劳强度
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
影响耐腐蚀性
粗糙的零件表面,易使腐蚀性气体或液体通过表面的观凹谷渗入到金属内层,造成表面腐蚀。
影响密封性
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
影响接触刚度
接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。机器的刚度在很大程度上取决于各零件之间的接触刚度。
影响测量精度
零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。
此外,表面粗糙度对零件的镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。
几种常见材料的表面粗糙度






上饶金杰金属制造有限公司是集生产,销售售后于一体的厂家。
主要生产产品: Q345B工字钢公司拥有专业管理人员,建立了完善、规范的质量管理体系和环境管理体系,凭借“规范的管理,良好的信誉,的产品,专业的技术,高品质的施工质量,完善的售后服务”赢得广大客户的信赖。
公司一贯坚持“德为做人之根,质为立业之本”的宗旨,坚持“客户di yi”的原则为广大客户提供优质的产品,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国。欢迎各界朋友莅临参观、指导和业务洽谈。双赢合作,共同发展!







无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
精密钢管和无缝钢管的区别


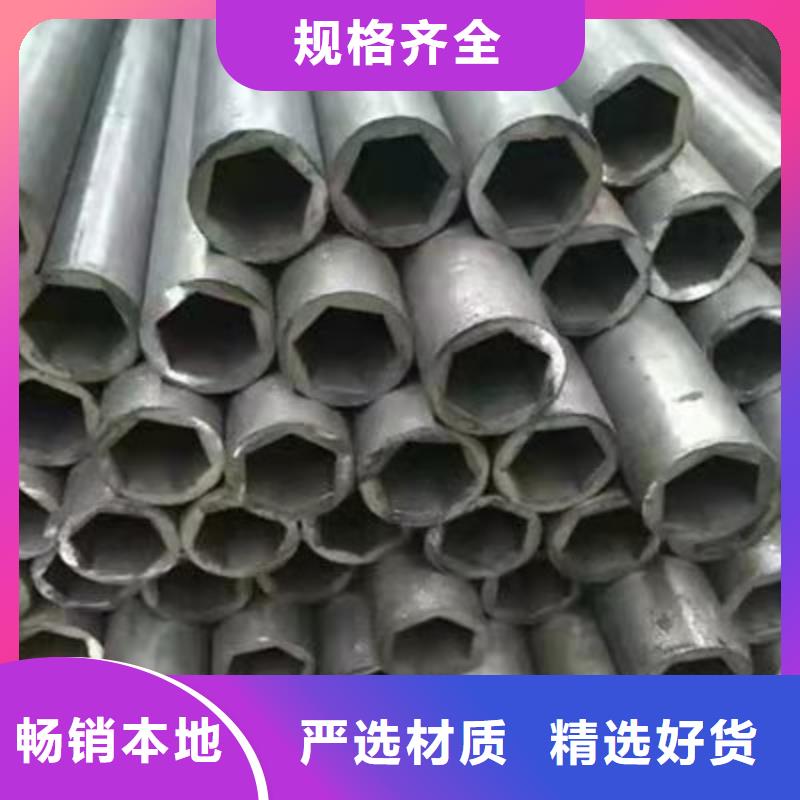
管材随着社会的发展正在走向多样化20Cr精密管。更多的行业正在应用不同的管材精密钢管,这就要求管材要满足更多的性能需求。单一的管材不断的被淘汰,而精密管由于更加优越的性能,越来越受到不同行业的欢迎。在机械制造行业当中,精密管在组建设备过程被大量的应用。而且在一个设备当中,不但只是存在着直线型的钢管,也是有着一些经过了加工的精密管。
但是普通的钢管,表明不够光滑精密管,韧性以及抗扭强度都不够好一旦这种钢管进行扩口或者压扁,就很容易出现裂缝。当这些有裂缝的钢管运用到机器设备当中,就会出现掉落碎掉的残渣。而这些残渣随着设备的运用会进入更加精密的部件当中,这样长时间下来就会影响设备的速度和进度,出现这样那样的设备问题。
如果使用的是精密管,就会更大层度的减少了这种现象的出现。因为精密管是一种经过了冷拔,或者是热轧处理之后的高精密的钢管材料精密无缝管。这使得管道,能够高压无泄漏即使经过了扩口,或者是压扁等操作,管道也不会出现裂缝的现象。这样保证了设备的正常运转,加快了生产效率提高了整体利益。
精密管轧制的原料是圆管坯,圆管胚要经由切割机的切割加工成长度为1米多的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机出产,产品质量好,穿孔扩径量大,可穿多种钢种。
穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密管。精密管内径由定径机钻头的外径长度来确定。精密管经定径后,进入冷却塔中(通过喷水冷却/也可以进行空气冷却,主要看精密管要达到一个什么样的机械机能)精密管经冷却后,就要被矫直。精密管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。



